Material Handling Equipment
Transportation of product and ingredients in the backbone of any feed plant.
Hardcase offers cost Effective and Efficient equipment which include
- Bucket Elevators
- Drag Chain Conveyors
- Screw Conveyors



Product Photos











Bucket Elevators
Owing to their low energy requirement, bucket elevators are ideal for vertical transportation of materials. These can be designed for a wide range of capacities and are used in the elevation of coarse and fine-grained materials.
Features of Bucket Elevators
- Dust proof housing
- Low operating energy
- Rubber belt or PVC coated of adequate tensile strength
- Belt speed between 1.5 – 2mtr/sec.
- Screw take-up arrangement for belt possible.
- Direct coupled or chain drive possible.
- Bucket sizes range from 6-14 inches which can be in seamless steel construction or plastic.
- Capacities up to 60 tons per hour possible.
Drag Chain Conveyors
We offer a wide range of Drag Chain Conveyors for the horizontal conveying of feed ingredients and compound feed for relatively long distances.
Features of Drag Chain Conveyors
- Completely enclosed and bolted casing.
- Screw type arrangement for chain tensioning.
- Chain speed between 0.25 – 0.65 mtr / sec.
- Chain Pitch ranging between 3 to 6 inches.
- Designed to eliminate residue of materials.
- Direct coupled or Chain driven possible.
- Chain in EN-8 construction Capacities up to 60 tons per hour.
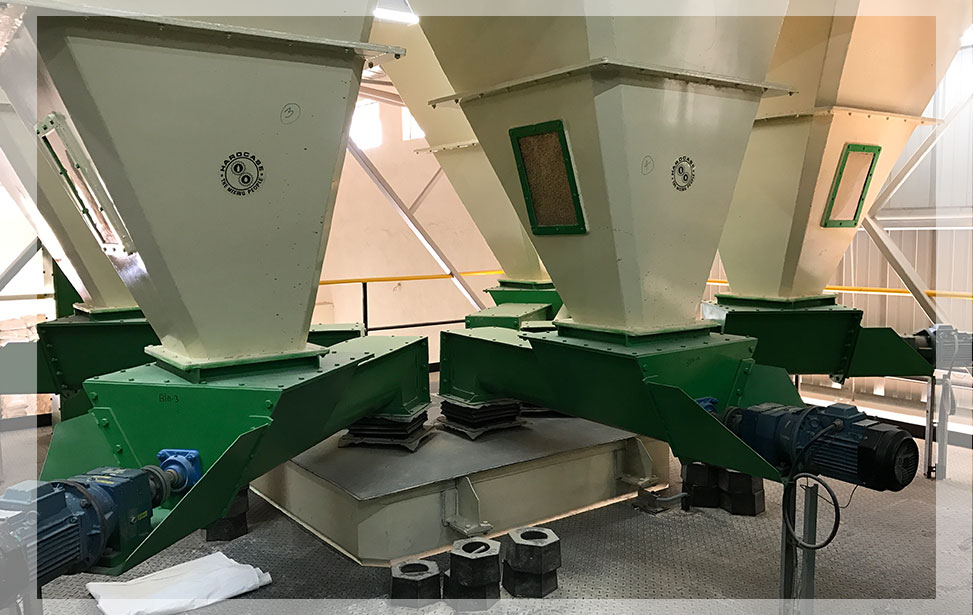
Screw Conveyor
We offer a wide range of screw conveyors for the horizontal / inclined conveying of feed ingredients and compound feed over short distances. Screw offer the advantage of uniform and metered in comparision to chain conveyors
Screw feeders with variable pitch are used to transport accurate proportion of feed materials in the weighing and batching process.
Features of Drag Chain Conveyors
- Completely enclosed and bolted casing.
- Screw type arrangement for chain tensioning.
- Chain speed between 0.25 – 0.65 mtr / sec.
- Chain Pitch ranging between 3 to 6 inches.
- Designed to eliminate residue of materials.
- Direct coupled or Chain driven possible.
- Chain in EN-8 construction Capacities up to 60 tons per hour.
Storage Bins Design
We offer a wide range of screw conveyors for the horizontal / inclined conveying of feed ingredients and compound feed over short distances. Screw offer the advantage of uniform and metered in comparision to chain conveyors Screw feeders with variable pitch are used to transport accurate proportion of feed materials in the weighing and batching process.
Feature of Hardcase Storage Bin
- Bin Corners are designed to prevent residue of material at the edges.
- Corner Flow angle of more than 50 degrees for free flow of feed ingredients or compound feed.
- Adequately sized outlets to prevent rat-holing effect due to compaction.
Our Clients














